Technologies
29 June 2026
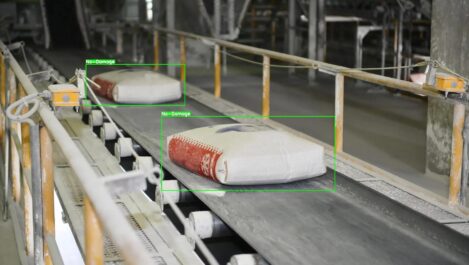
Quality Control Through Computer Vision
In this article, we explain what quality control involves and explore its application in industry through computer vision.

Traceability has evolved from being a simple regulatory requirement into the true backbone of the smart factory. For industrial companies, maintaining full control over every stage of production is no longer achieved through manual records or isolated systems, but through the comprehensive digitalization of the plant. Implementing traceability through cutting-edge technologies such as the Internet of Things (IoT) enables companies to monitor in real time the lifecycle of any product, whether in production or already finished.

Traceability is the technological capability to capture, process, and unify the continuous flow of data generated by a product throughout its entire lifecycle. It is not just about knowing where an item is, but about creating an immutable “digital footprint.” Through sensors, plant control software (WMS/MES), API integrations, and more, automated traceability records—without human intervention—which systems or equipment were involved at each stage, which operator handled the task, under what operational parameters the process was executed, and which exact resources, data, or components were used. It represents the perfect convergence between the physical and digital worlds.
The supply chain is extensive and divided into multiple stages. Therefore, traceability is not a one-dimensional concept; it is classified into different types depending on the perspective, the tracking direction, and the unit of control being monitored. Below are the main types of traceability:
Upstream traceability (backward): It involves tracking the origin of the products or raw materials received by the company. It allows you to know exactly who the supplier is, which batch was received, when it arrived, and under what conditions. It is essential to ensure that raw materials meet required standards before entering production.
Internal traceability (process traceability): It focuses on the comprehensive control of everything that happens within the company’s facilities. It documents how raw materials are transformed, which batches they are combined with, which machines process them, and what finished product is generated.
Downstream traceability (forward): It tracks the product once it leaves the production area or warehouse for delivery. It records which customer received it, which carrier handled the shipment, the route taken, and the exact time of delivery.
Batch traceability: Very common in the food, pharmaceutical, and automotive industries. Instead of tracking a single product, it follows a group of items produced under the same conditions at the same time. If a defect is detected, batch traceability allows isolating and recalling only that specific group without affecting the rest of production.
Unit-level traceability: Adds the highest level of security by tracking each item individually through a unique serial number or identifier. It is critical in consumer electronics, high-value machinery, or pharmaceuticals where authenticity must be guaranteed against counterfeiting.
Geospatial traceability: Driven by GPS technology, it enables real-time tracking of a product’s exact location while in transit. This is what allows end customers to see where their order is on a map, significantly improving user experience.

Theory is essential, but it is in practical application where traceability demonstrates its true power. Different industrial sectors have adopted traceability not only to comply with regulations but also to optimize processes and gain a competitive edge.

At this point, it is clear that traceability requires investment in software, hardware, and staff training. However, the return on this investment is immeasurable. Implementing end-to-end traceability delivers key benefits that more than justify its adoption:

Investing in traceability is not just a defensive mechanism against potential errors; it is a powerful tool for continuous improvement. Traceability provides companies with unprecedented global visibility. In an industry where time, quality, and information equal money, ensuring flawless product tracking is the key to operational excellence and total customer satisfaction.
At ATRIA, we specialize in integrating cutting-edge Industry 4.0 solutions and work every day with these technologies to help organizations design, deploy, and optimize intelligent, robust, and fully automated traceability systems. Contact us!

Your success is our goal. We want to be your partner in the development of your projects, leveraging the power of innovation, flexibility, and the trust we provide. Together, we make a difference through new technologies.
Contact us and let’s build the future together!







