Clasificación automática de residuos
Desarrollamos algoritmos de clasificación de residuos que pueden actuar en cualquier etapa del proceso, desde la separación en origen hasta el reciclaje.
Desarrollamos el algoritmo de visión artificial basado redes neuronales del separador óptico para la clasificación e identificación automática de los residuos de interés para plantas de selección. Diseñamos e instalamos el sistema de adquisición de datos.

El proyecto SEPARA “Transformación tecnológica del sector de valorización de residuos para impulsar una economía circular efectiva en la industria española” tiene como objetivo utilizar las nuevas tecnologías, como el separador óptico, para la transformación digital de las plantas de selección de envases con la finalidad de incrementar la eficiencia y la productividad de los procesos. Se plantea el desarrollo de sistemas y aplicaciones para mejorar los procesos de separación, trazabilidad, control y gobernanza de todas las instalaciones de una planta, basados en tecnologías como el aprendizaje supervisado, sistemas de actuación inteligentes y tratamiento de datos masivo.
Este Proyecto ha sido subvencionado por el CDTI, en el marco de la Misión nº 4 (Impulsar a la industria española en la revolución industrial del siglo XXI), con el objetivo de promover el desarrollo tecnológico, la innovación y una investigación de calidad.

ATRIA forma parte del consorcio de 8 empresas que desarrolla el proyecto SEPARA, entre los que se encuentra por ejemplo Ecoembes con The Circular Lab o Trienekens como la gestora de la planta de selección de envases donde testar las tecnologías que se desarrollan durante el proyecto.
El rol de ATRIA es el del desarrollo del algoritmo de visión artificial basado redes neuronales del separador óptico para la clasificación e identificación automática de los residuos de interés para plantas de selección.
Uno de los puntos de mejora en las plantas de selección de residuos es el triaje de los residuos voluminosos en su flujo de entrada. Estos residuos provocan atascos que pueden interferir en el correcto funcionamiento de la planta. Además, algunos de estos residuos voluminosos son valorizables.
 En ATRIA nos centramos en el diseño e instalación de un sistema de adquisición de datos para el separador óptico basado en diferentes tipos de cámaras con el objetivo de obtener información sobre los mismos para, posteriormente identificarlos de forma automática.
En ATRIA nos centramos en el diseño e instalación de un sistema de adquisición de datos para el separador óptico basado en diferentes tipos de cámaras con el objetivo de obtener información sobre los mismos para, posteriormente identificarlos de forma automática.
El sistema está compuesto por sensores de diferentes tipos con los que realizamos la captura de datos de forma sincronizada y en línea.

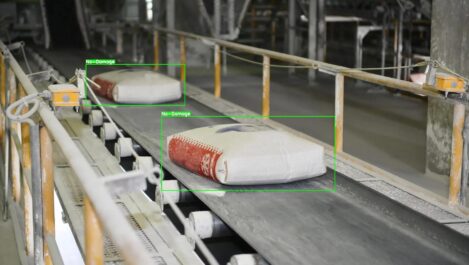
Con los datos aportados por los sensores, desarrollamos algoritmos basados en redes neuronales para la identificación automática de los residuos de interés para el separador óptico.
También trabajamos junto con el resto de socios en el estudio de módulos robotizados para la extracción automática de residuos y en desarrollos de realidad aumentada para la optimización de distintos procesos de las plantas de separación.



Tu éxito es nuestra meta. Queremos ser tu compañero en el desarrollo de tus proyectos, aprovechando el poder de la innovación, la flexibilidad y la confianza que ofrecemos. Juntos, marcamos la diferencia a través de nuevas tecnologías.
¡Contáctanos y construyamos el futuro juntos!
Somos un equipo de expertos apasionados por la innovación industrial, comprometidos con la excelencia y el éxito de nuestros clientes.


Suscríbete a nuestra newsletter y te enviaremos todos los contenidos que te interesan, directamente a tu correo electrónico.