

Tecnologías
20 julio 2026
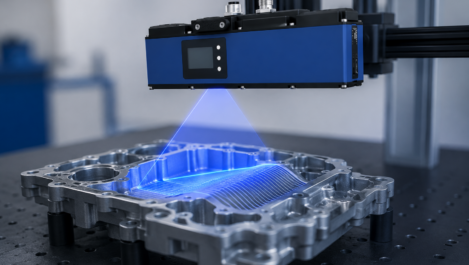
Perfilómetro láser para medición 3D: precisión en industria
En este artículo exploramos los fundamentos de la perfilometría láser, cómo funciona en la práctica industrial, qué componentes la integran, en qué aplicaciones destaca y qué ventajas aporta.